October 28, 2021
Under all the bubble wrap and shrink wrap, in those slick looking switchboards, behind the well-designed doors lies the key piece of equipment that people rarely see but makes the system function as one and ultimately gets the power to where it needs to be, the PLC (Programmable Logic Controller) system.
When it came to the Lulea project our Power Management Department worked in conjunction with the client team to fully specify and design the PLC control system that monitors and controls the entire critical power system in the facility
The PLC Control system in Lulea is made up of 20 main switchboards and 24 sub switchboards. The main switchboards take the utility power delivered by the onsite substation, this is the sites default source of power, which is then distributed to the rest of the system. After that, the sub switchboards then distribute the power to the IT systems.
The main switchboards have other power sources available to them including diesel generator backup. In the event of a main utility feed failing, the system automatically decides where it’s next source of power should be and reacts accordingly by switching the relevant ACB, MCCB and starting the backup generators if required.
To achieve this control the PLC system is built up of many different separate parts, all brought together on a redundant fibre optic network enabling it to act as one large distributed system. Each PLC takes signals from the monitored pieces of equipment in each switchboard as digital inputs and continually monitors the status; it can issue commands via digital outputs to controlled devices to instruct them when to open and close.
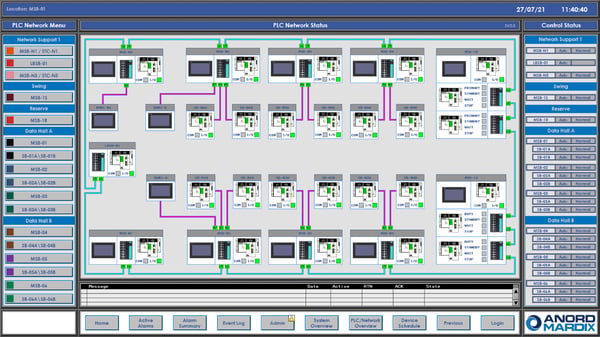
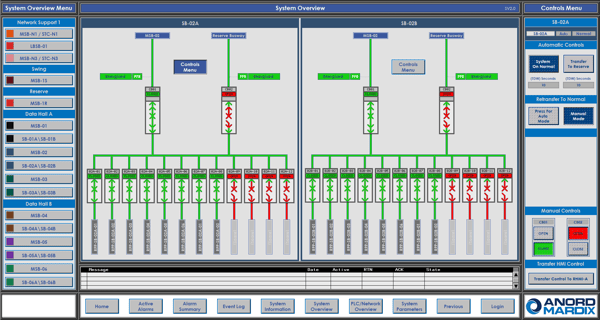
All this information is presented to the data centre operators via 21” HMI (Human Machine Interface) on each main switchboard so they are fully aware of the state of the system, where the power is derived from and where it is being delivered to. The HMI also monitors the health of the system, it can warn operators of any abnormal conditions so quick decisive action can be taken to correct the problem and prevent any unintentional loss of power.
All this sounds pretty simple but some of the numbers are surprising, for instance the site actively monitors and controls 578 switched devices, which requires a total of 3,584 digital inputs and 1,408 digital outputs to be monitored and controlled. This in turn requires more than 50,000 lines of PLC code and is then presented on 536 pages of bespoke HMI graphics across the entire system. These graphics were developed using a project specific custom built symbol library and displays over 14,000 data points with a total of 8,800 configured alarms and events.
Due to the scale and complexity of the system, the graphical interface was designed with special focus on simplicity for the end user, with smart navigation panes allowing the user to navigate to the desired graphical page within 3 button presses. It also has pop-up tool tips to help the user during the alarm and fault acknowledgement process, providing access to all project related technical documentation at the press of a button. These features are just a few examples of how this system supports the user in managing the system as efficiently as possible.
Considering the number of monitored and controlled devices, alarms and events it was imperative these were all 100% verified during the strict factory testing process. Custom-built PLC test rigs were used to verify all power failure scenarios to each switchboard and to simulate the behaviour of the remaining switchgear on the system, using custom engineered simulation code. This was then also used during the successful virtual factory acceptance testing phase and provided the client team with the first look at the complete system in action.
The strict testing regime allows the equipment to be delivered to site with full confidence that the system is ready for the next phase, this includes networking and connecting the system together with 0.8km of fibre network cabling, 20km of Cat6a network cabling and 2.8km of control signalling cable.
Anord Mardix have a long history of providing PLC control systems to data centre, critical manufacturing and buildings sectors. We work in conjunction with many suppliers to provide monitoring and control systems that are capable of controlling and monitoring from main utility incomer to final circuit in the data hall cabinets.
By integrating cabling and networking equipment within the power pod or power skid, all elements can be fully factory tested. This gives clients the confidence that once connected to the onsite network interoperability between modules will be straightforward and the subsequent connection to a head-end system will be much less time consuming in the commissioning and testing phase (than in a traditional build).
In conjunction with our pre-built power skid and power pod designs, we can provide solutions which include local control and monitoring systems for each pod or elements of sitewide control and monitoring systems. The options are pretty much endless, they can range from all the equipment required to connect to an Anord Mardix or third party EPMS to an HMI for each pod that gives visibility of switchgear, UPS, fire alarms and all other systems within the pod.